What Is a Pill Packer Machine?
A pill packer machine is an advanced packaging solution designed for pharmaceutical manufacturers, healthcare providers, and supplement producers. These machines automate the process of sorting, counting, and packing pills into blister packs, bottles, sachets, or pouches, ensuring precise dosage and maintaining product integrity. By leveraging intelligent automation, companies can achieve consistent quality, improve operational efficiency, and comply with stringent regulatory standards.

Why Efficiency Matters in Pharmaceutical Packaging
Efficiency is the cornerstone of pharmaceutical production. With the rise in demand for high-quality medicines and supplements, manufacturers must optimize their packaging lines to reduce waste, minimize errors, and maximize throughput. Efficient pill packer machines not only speed up packaging but also guarantee accurate pill counting, reduce contamination risks, and enhance compliance with EU and GMP standards. This translates into safer products, lower operational costs, and faster time to market.
Packmate (GuangDong) Co., Ltd.: Trusted Pharmaceutical Packaging Solutions
Packmate (GuangDong) Co., Ltd. is a leading manufacturer of intelligent packaging equipment, offering advanced pill packer machines designed to meet the needs of the modern pharmaceutical industry. With over 22 years of company development, a professional team of 125+ members, and a 20,000㎡ manufacturing facility, Packmate delivers high-speed, GMP-compliant solutions backed by CE and ISO certifications.
- Strong Technical Foundation: Over 30 patents and decades of R&D, ensuring reliability and innovation.
- Engineering-Driven Innovation: Stable performance, precise control, and optimized efficiency for every machine.
- Quality-Oriented Manufacturing: Strict quality control from parts processing to final assembly.
- Global Network: Fast delivery and responsive support worldwide.
Discover more about Packmate’s packaging machine solutions for pharmaceuticals.
Key Features of the Best Pill Packer Machine
Automated Sorting & Counting
The best pill packer machines use advanced vision systems and sensors to accurately sort and count pills, minimizing human error and ensuring each package contains the correct dosage.
High-Speed Operation
With speeds exceeding hundreds of packs per minute, these machines cater to both small and large-scale production, reducing bottlenecks and boosting productivity.
GMP & EU Compliance
Pill packer machines from Packmate strictly adhere to GMP and EU standards, ensuring hygienic packaging, traceability, and regulatory compliance for pharmaceutical products.
User-Friendly Interface
Modern touchscreens and intuitive controls make operation easy, reducing training time and empowering operators to adjust parameters for different pill types or packaging formats.
Integrated Safety Features
Comprehensive safety mechanisms prevent product contamination, protect workers, and ensure reliable operation even in demanding environments.
How Pill Packer Machines Support Pharmaceutical Compliance
Regulatory agencies require strict adherence to packaging standards in the pharmaceutical industry. Pill packer machines help manufacturers meet these requirements through:
- Traceability: Unique batch codes and serial numbers are printed onto packages for tracking and recall management.
- Hygienic Construction: Machines are built from medical-grade materials and are easy to clean, minimizing the risk of contamination.
- Accurate Dosage: Automated counting ensures each package contains the correct number of pills, reducing risk to patients.
- Documentation: Digital recordkeeping supports audits and compliance with international standards.
For companies seeking to strengthen their compliance strategy, investing in a packaging machine from Packmate offers robust support and peace of mind.
Benefits of Choosing Packmate Pill Packer Machines
- Unmatched Reliability: Decades of engineering experience guarantee long-term performance, even for high-volume applications.
- Customizable Solutions: Flexible configurations for various pill sizes, shapes, and packaging types, tailored to your production needs.
- Global Support: Localized service networks ensure fast response and technical assistance worldwide.
- Certified Quality: CE & ISO certifications confirm international safety and quality standards.
- Sustainable Manufacturing: Modern facilities and eco-friendly processes reduce environmental impact.
Learn more about advanced packaging machine solutions from Packmate.
Applications of Pill Packer Machines in the Pharmaceutical Industry
Pill packer machines are essential for a wide range of pharmaceutical and healthcare products, including:
- Prescription drugs
- Over-the-counter medicines
- Nutritional supplements
- Herbal pills and capsules
- Veterinary pharmaceuticals
They provide versatile solutions for bottle filling, blister packing, sachet and pouch packaging, and more. By integrating a high-quality packaging machine, manufacturers can adapt to changing market demands and scale their operations efficiently.
Packmate’s Commitment to Quality and Innovation
Packmate believes in achieving sustainable growth through quality and innovation. By focusing on customer needs and continuously improving technology, Packmate aims to create greater production value and long-term partnerships. The company philosophy emphasizes trust, collaboration, and shaping the future of intelligent manufacturing together.
- Continuous R&D Investment: Over 30 patents demonstrate ongoing commitment to innovation.
- Modern Manufacturing Facility: 20,000㎡ of advanced production space with 100+ machines.
- Experienced Team: 125+ professional members deliver engineering excellence and customer support.
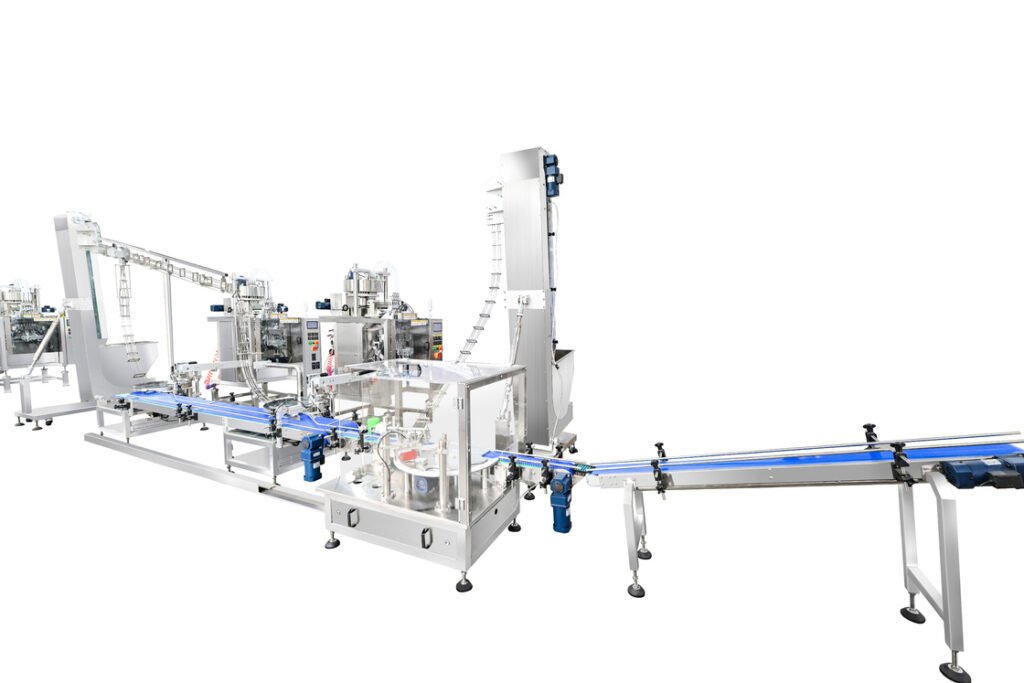
Visit Packmate’s Factory for High-Speed Packaging Equipment
Backed by decades of engineering experience, certified quality systems, and modern production facilities, Packmate manufactures high-speed, GMP-compliant packaging equipment designed for performance, precision, and reliability. Clients are welcome to visit the factory to experience cutting-edge technology and consult with industry experts on optimizing their pharmaceutical packaging lines.
FAQs: Pill Packer Machines & Pharmaceutical Packaging
Packmate machines are designed to handle a wide variety of pills, capsules, tablets, and supplements, adapting to different shapes, sizes, and packaging formats.
Automated counting, hygienic construction, batch traceability, and digital recordkeeping ensure compliance with GMP, EU, and international standards, while maintaining consistent quality.
Yes, Packmate offers flexible machine configurations, allowing customers to tailor solutions for specific products and production requirements.
Packmate provides localized technical support, fast delivery, and reliable after-sales service through its global agency and service network.
Visit the official packaging machine website for detailed specifications, case studies, and consultation options.